Hanyar Shigarwa da Rushewa ta Naɗaɗɗen Bearing
Mirgina bearingssu ne muhimman abubuwan da ke cikin kayan aikin injiniya, kuma ingancin shigarwa da wargaza su yana tasiri kai tsaye ga daidaiton aiki, kwanciyar hankali, da tsawon lokacin sabis na kayan aikin. Hanyoyin sarrafawa masu kyau na iya hana matsaloli kamar lalacewar nakasa da lalacewar hanyar tsere, ta haka rage haɗarin gazawar kayan aiki. Wannan labarin zai samar da cikakken gabatarwa game da hanyoyin shigarwa da wargaza na amfani da su akai-akai.birgima bearings, tare da takamaiman jagororin aiki.
1. Hanyar Shigarwa da Aikin Birgima Bearing
Ana buƙatar matakai uku na shiri kafin shigarwa: Da farko, tabbatar da cewa an tabbatar da cewahalisamfurin yana cika ƙa'idodin ƙira ta hanyar duba lahani na saman kamar tsatsa ko ƙarce, sannan a juya zoben ciki ko na waje don tabbatar da aiki mai santsi ba tare da mannewa ba. Na biyu, tsaftace littafin shaft, ramin bearing housing, da kayan aikin shigarwa don cire mai, aski na ƙarfe, da sauran gurɓatattun abubuwa. Na uku, shirya kayan aiki waɗanda suka haɗa da guduma, sandunan jan ƙarfe, hannayen riga, na'urorin dumama (misali, tanderun wanka na mai), da micrometers bisa ga girman bearing da buƙatun shigarwa.
1. Hanyar shigar da sanyi: ya dace da ƙananan bearings masu diamita na ciki ≤50mm
Wannan hanyar ba ta buƙatar dumamawa kuma ta ƙunshi amfani da kayan aiki kai tsaye. Tsarin aiki: 1. A ɗaure bear ɗin a hankali a kan littafin shaft, a tabbatar da ƙarshen fuskarsa ta yi ja da kafada. 2. A sanya hannun riga mai diamita na ciki wanda ya fi girman shaft kaɗan da diamita na waje wanda ya ɗan fi ƙanƙanta da zoben waje na bearing, a guji yin tasiri kai tsaye ga zoben waje. 3. A shafa hamma daidai gwargwado a fuskar ƙarshen hannun riga yayin da ake lura da matsayin bearing ɗin har sai an cimma daidaiton da ya dace da kafadar shaft. 4. A juya bearing ɗin da hannu bayan an saka shi don tabbatar da aiki mai santsi ba tare da juriya ba.

Hoto na 1: Tsarin zane na haɗa kayan aikin sanya sanyi da shigarwar bearing
2. Hanyar shigarwa mai zafi: ya dace da matsakaicin da manyan bearings tare da diamita na ciki> 50mm
Yi amfani da ƙa'idodin faɗaɗawa da matsewar zafi don faɗaɗa ramin zobe na ciki nahali, ta haka ne rage juriyar shigarwa. Tsarin aiki: A nutsar da bear a cikin man transformer mai tsabta ko man dumama na musamman, a tabbatar da cikakken nutsewa tare da aƙalla izinin 50mm daga ƙasan akwati don hana haɗuwa da zafi mara daidaituwa. A ci gaba da dumamawa a 80-100°C (matsakaicin 120°C), tare da sa ido a ainihin lokaci ta amfani da ma'aunin zafi. Lokacin dumama na minti 20-40 yana tabbatar da rarraba yanayin zafi iri ɗaya a cikin zoben ciki da na waje. Bayan cirewa, nan da nan a goge gurɓatattun saman da zane mai tsabta na auduga. A daidaita bearing ɗin da wuyan shaft kuma a saka shi da sauri, ta amfani da sandar jan ƙarfe don taɓa fuskar zoben ciki don sanyawa har sai an sami daidaiton haɗin kafada. Bearing ɗin zai yi laushi da sauƙi bayan sanyaya don samar da matsewa mai ƙarfi tare da wuyan shaft. Bayan sanyaya, a sake duba sassaucin juyawa.
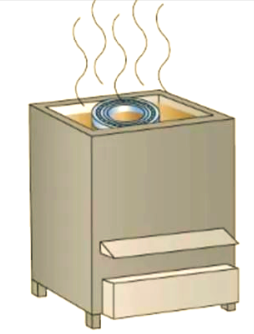
Hoto na 2: Tsarin zane na aikin na'urar dumama mai wanka
3. Shigar da gidaje masu bearing: don yanayin zoben waje da haɗin gwiwar gidaje masu bearing
Domin tsangwama tsakanin zoben waje da wurin ɗaukar kaya, shafa mai a zoben waje sannan a saka shi ta hanyar danna ƙarshen fuskar da hannun riga daidai. Don dacewa da wurin ɗaukar kaya, kawai a saka bear a cikin ramin gidan, don tabbatar da cewa zoben waje ya daidaita da matakin wurin da aka nufa. Bayan shigarwa, a auna guduwar radial da motsi na axial ta amfani da micrometer, tare da kurakurai da suka cika buƙatun daidaiton kayan aikin.

Siffa ta 3: Zane-zanen tsarin shigar da gidaje masu ɗaukar kaya da kuma duba daidai
2. Hanyar Rage Haɗawa da AikinMirgina Bearing
Kafin a wargaza, a tsaftace bear da kewayensa, sannan a lura da matsayin shigarwar bear da kuma yanayinsa don hana kurakurai yayin sake haɗa bear. A zaɓi kayan aikin wargazawa masu dacewa bisa ga hanyar shigar bear, kamar masu jan kaya, kayan aikin wargazawa, na'urorin dumamawa, ko tsarin hydraulic.
1. Hanyar rabawa Rama: hanyar rabawa da aka fi amfani da ita, wacce ta dace da bearings masu ƙarshen shaft da aka fallasa
Zaɓi mai jan kaya mai takamaiman bayanai masu dacewa don tabbatar da cewa kusoshinsa sun riƙe zoben ciki na bearing ɗin da kyau, don hana lalacewa daga haɗuwa da zoben waje. Daidaita ƙarshen sandar sukurori tare da tsakiyar shaft, sannan juya sandar a hankali don rarraba ƙarfi daidai gwargwado a kan kusoshin don cire bearing ɗin da santsi. Don bearings masu matsewa, shafa ƙaramin man shafawa a zoben ciki ko yi amfani da bindiga mai zafi don dumama shi da sauri (zafin jiki ≤100°C). Wannan tasirin faɗaɗawa da matsewa na zafi yana rage matsewa kafin a wargaza.

Siffa ta 4: Zane-zanen tsarin aikin rarraba benaye
2. Hanyar ƙwanƙwasawa da wargazawa: ya dace da ƙananan da kuma share fage
Yi amfani da sandar tagulla ko abu mai laushi don matsawa a ƙarshen fuskar zoben ciki na bearing ɗin sannan ka taɓa daidai a kusa da kewayensa. Sanya matsakaicin ƙarfi don hana lalacewa ga littafin shaft ko bearing. Idan bearing ɗin yana ƙarshen shaft ɗin, ɗaure shaft ɗin kuma ka taɓa kai tsaye a ƙarshen da guduma, ta amfani da ƙarfin sakewa don cire bearing ɗin. Ga bearings ɗin da ke tsakiyar sashin shaft ɗin, da farko daidaita wurin amfani da ƙarfi tare da hannun riga kafin ka taɓa.

Hoto na 5: Tsarin zane na wuraren amfani da ƙarfi da jagororin aiki don hanyar ƙwanƙwasawa da wargazawa
2. Hanyar wargazawa ta hydraulic: ta dace da manyan da manyan abubuwan da ke haifar da tsangwama
Idan aka saita ramin mai na hydraulic a ƙarshen shaft, haɗa na'urar hydraulic zuwa ramin mai sannan a hankali a zuba mai mai matsin lamba don ƙirƙirar gibi tsakanin shaft da zoben ciki na bearing. A lokaci guda, yi amfani da abin jan kaya don taimakawa wajen cire bearing cikin sauƙi. Wannan hanyar tana rage lalacewar shaft da bearing yadda ya kamata, tana tabbatar da sake amfani da abubuwan da ke ciki.

Hoto na 6: Zane-zanen tsarin haɗin na'urar wargaza na hydraulic da tsarin aiki
III. Gargaɗi
A lokacin shigarwa da wargazawa, kada a taɓa kai tsaye a kan abubuwan birgima ko keji da guduma don hana lalacewa mai tsanani. Yi amfani da man shafawa na musamman lokacin dumama bearings don guje wa gurɓatawa. Bayan wargazawa, tsaftace sosai kuma duba bearings. Sauya duk wani bearings da lalacewa, tsagewa, ko wasu lahani nan da nan. Bin ƙa'idodi masu tsauri yana da mahimmanci don tabbatar da ingantaccen aikin bearings da kayan aiki, kuma dole ne a bi duk buƙatun tsari sosai.
Shigarwa da kuma wargaza bearings masu birgima yadda ya kamata suna da matuƙar muhimmanci wajen tabbatar da ingancin kayan aiki, rage farashin kulawa, da kuma tsawaita tsawon lokacin aiki. Ta hanyar ɗaukar ingantattun hanyoyin aiki, zaɓar kayan aiki masu dacewa, da kuma kiyaye tsauraran matakan aiki, kamfanoni na iya rage haɗarin lalacewar injina da lalacewar aiki sosai.
A matsayin amintaccen mai samar da kayayyaki masu ingancihalimafita,TPyana ba da samfuran da yawa da tallafin fasaha wanda aka tsara don nau'ikan samfura daban-dabanaikace-aikacen masana'antuTare da goyon bayan ci gaban fasahar kera kayayyaki, ingantaccen tsarin kula da inganci, da kuma tsarin da ya mayar da hankali kan abokan ciniki, TP ta himmatu wajen taimaka wa abokan hulɗa na duniya su cimma ingantaccen aiki, ƙarancin gazawar aiki, da kuma kwanciyar hankali na aiki na dogon lokaci. Don ƙarin bayani ko shawarwari na fasaha, don Allahlamba TP.
Lokacin Saƙo: Disamba-02-2025



